White paper
Printing PCBs on Biodegradable Substrates for End-of-Life Recovery
Biodegradable PCB substrates are gaining attention as sustainable alternatives to traditional FR1 and FR4. However, printing on biodegradable substrates has traditionally raised concerns about conductivity, adhesion, thermal stability, and long-term durability during assembly and use.

- Voltera Conductor 3 silver ink
- Voltera T4 solder paste
- JivaMaterials Soluboard (flax-based)
- V-One PCB printer
- Voltera disposable nozzles
Project overview
Purpose
The goal of this project was to validate the end-of-life recovery of printed circuit boards prototyped on a water-soluble and biodegradable substrate like Jiva Materials’ Soluboard®.
Design
The project was divided into three parts:
- Printing the boards
- Soldering and assembling the boards
- End-of-life breakdown process of the decimal counter board
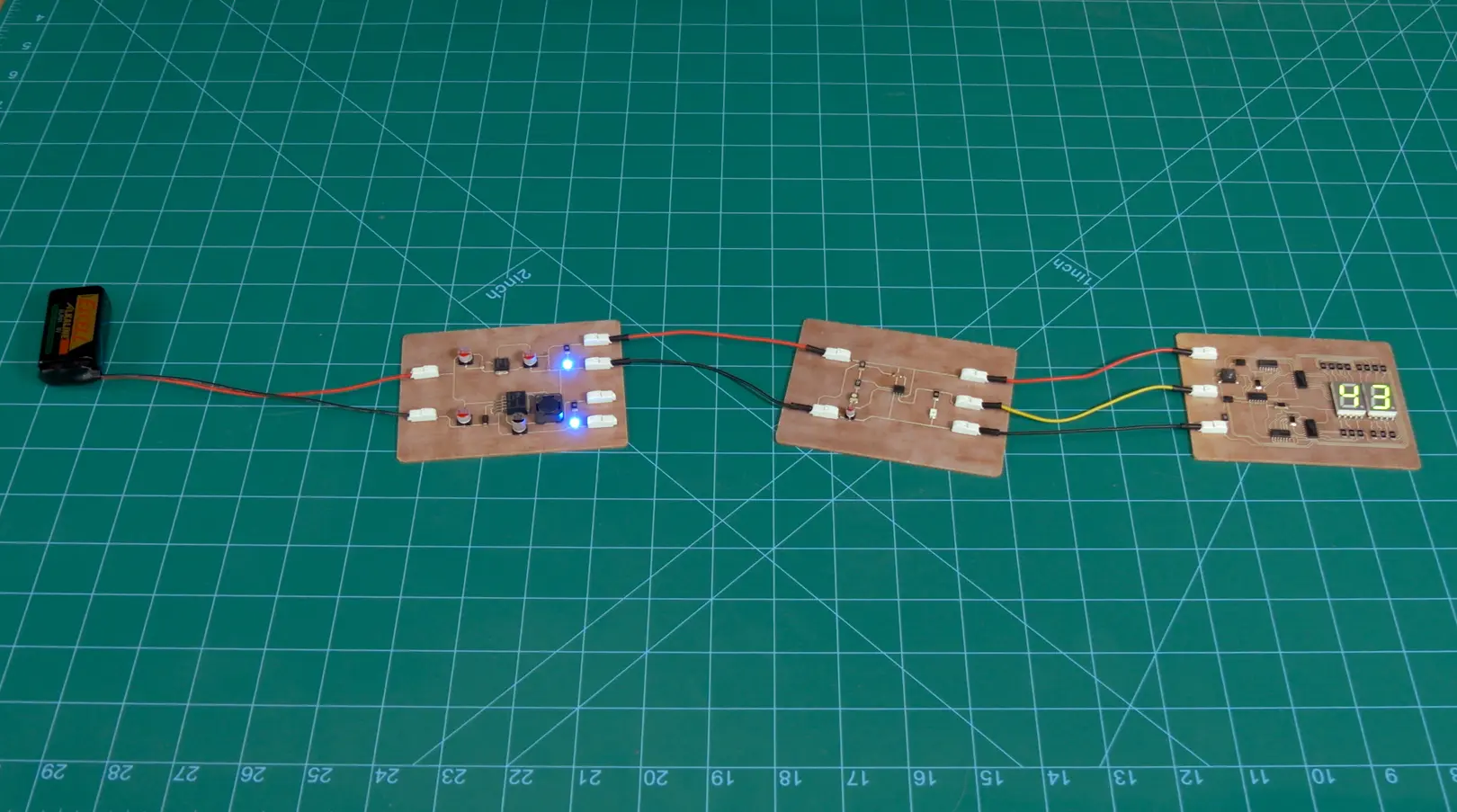
Three boards were printed for this project:
- Voltage regulator board
- Pulse generator board
- Decimal counter board
Desired outcome
In terms of performance, we believed that the boards would function at a level comparable to traditional FR1 or FR4 boards. The decimal counter board’s seven-segment displays were expected to count from 00 to 99, with speed controlled by the pulse generator board.
In terms of end-of-life handling, when heated, heating would allow the solder paste to be removed while enabling components to be detached and recovered cleanly from the board. Although the printed conductive ink may remain as residual materials, when dissolved in hot water (> 90°C), the substrate should break down into its base materials, including biodegradable flax fibers, while separating them from the printed silver ink and solder. This would enable material separation and support the potential for downstream metal recovery.
Functionality
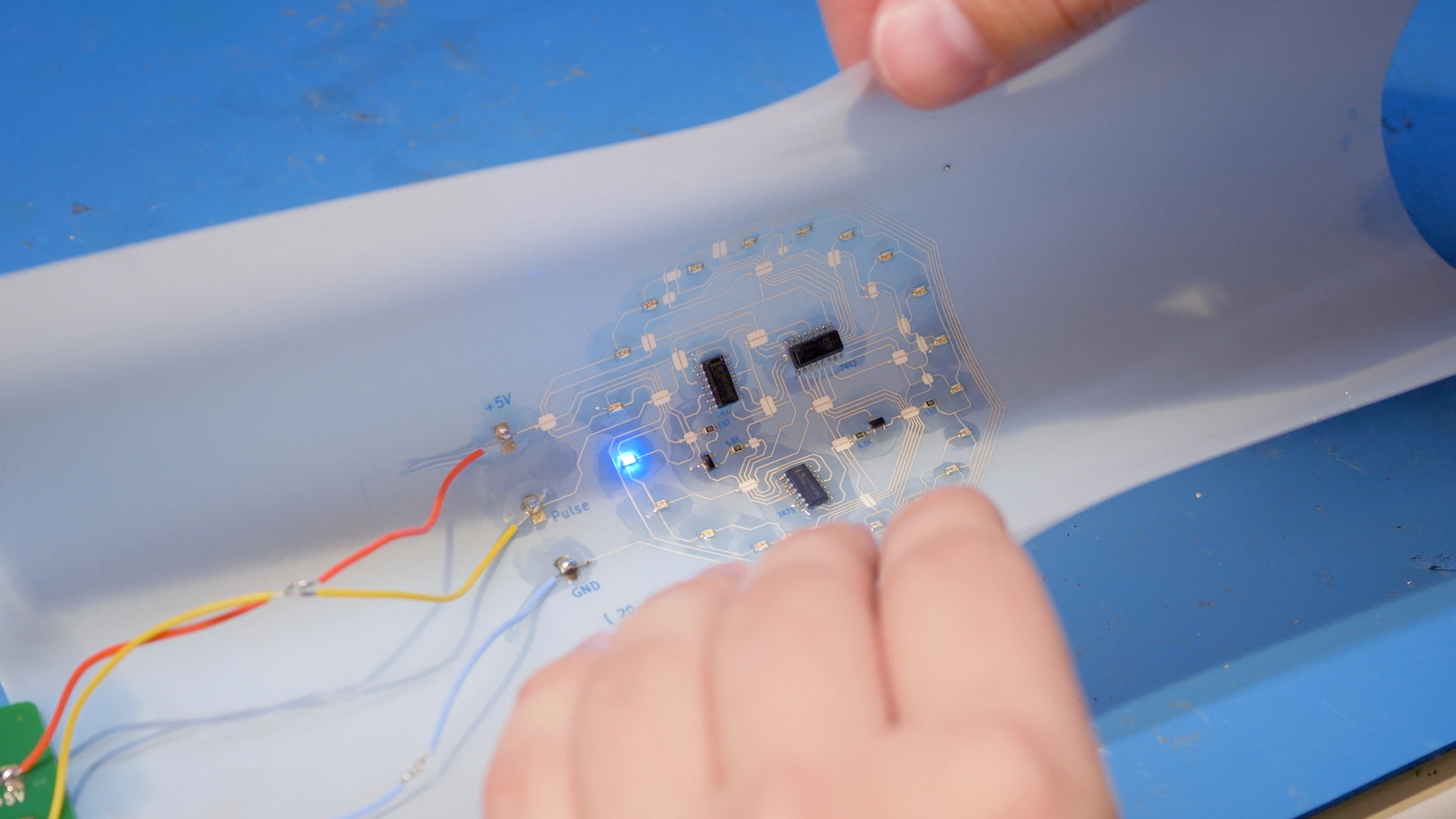
After printing and curing, the assembled board was tested electrically. The silver traces produced with Conductor 3 ink exhibited conductivity and adhesion similar to those on FR1 and FR4 boards. Solder paste reflowed at 190°C formed reliable joints, and the decimal counter operated as designed, confirming that Soluboard does not impair electrical performance.
When heated again, solder paste softened and became removable. When placed in hot water heated to 99°C and agitated for approximately one hour, the flax-based Soluboard dissolved. The material was filtered and dried, revealing separated flax fibers, which demonstrated controlled material breakdown and potential recovery pathways as intended.
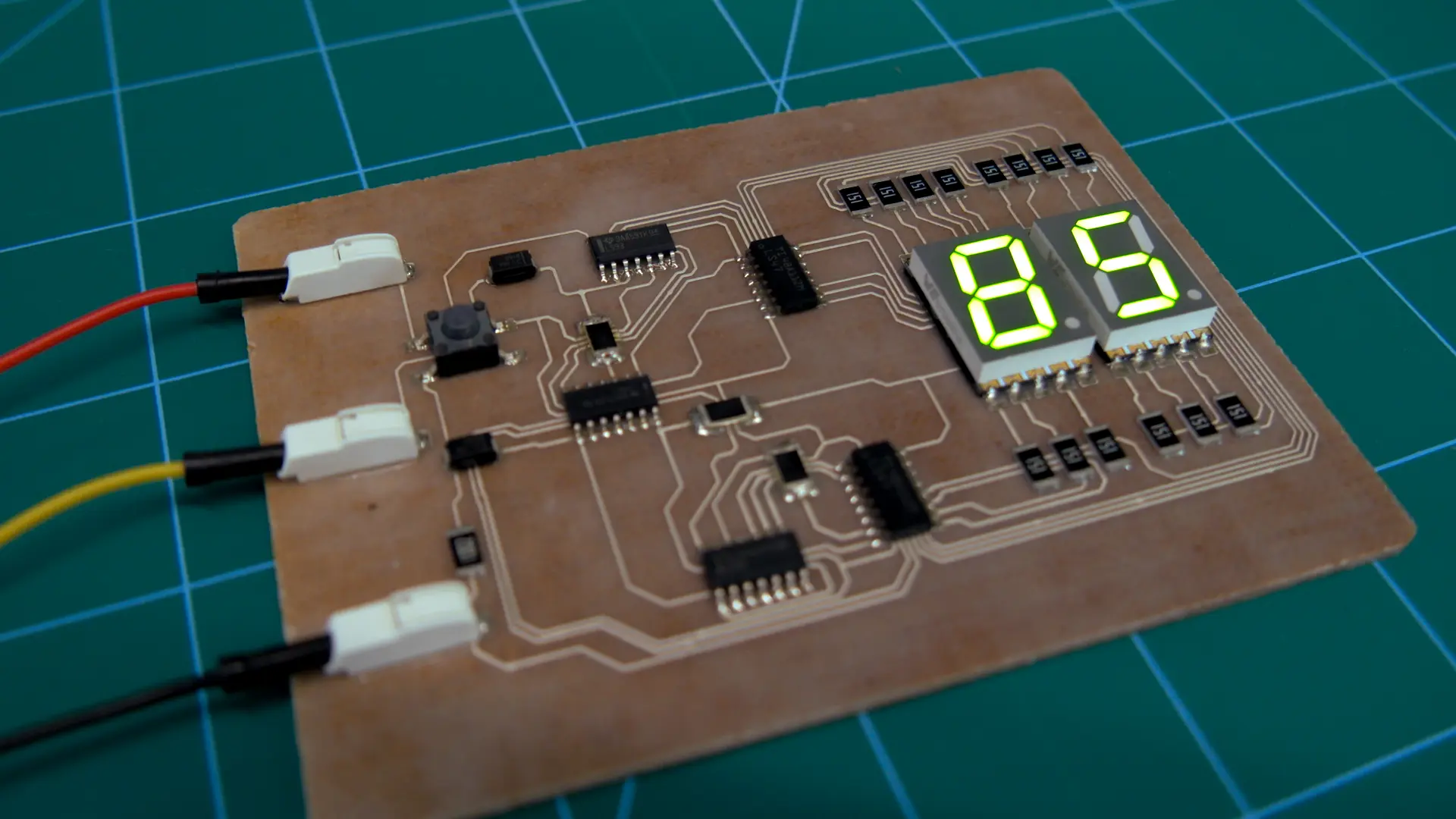
Printing the decimal counter board
The three boards printed were from a previous project we completed: printing a decimal counter circuit with silver conductive ink on FR1. For brevity, this white paper focuses on the decimal counter board.
The layout included basic surface‑mount components such as resistors and seven-segment displays to verify conductivity and assembly.
| Ink | Voltera Conductor 3 silver ink |
| Substrate | Soluboard |
| Nozzle | Voltera disposable nozzles |
| Probe pitch | 5 mm |
| Probe time | 9 minutes 25 seconds |
| Print time | 12 minutes 9 seconds |
| Cure time and temperature | 39 minutes 32 seconds: heat to 90°C, hold for 5 minutes, heat to 170°C, hold for 15 minutes, and cool down |
Soldering and assembling the decimal counter board
After curing the conductive traces on the Soluboard, we dispensed solder paste using V-One and populated the components using a pair of tweezers.
| Paste | Voltera T4 solder paste |
| Substrate | Soluboard |
| Nozzle | Voltera disposable nozzles |
| Probe pitch | 5 mm |
| Probe time | 3 minutes 26 seconds |
| Print time | 8 minutes 54 seconds |
| Reflow time and temperature | 24 minutes 17 seconds: heat to 140°C, hold for 2 minutes, heat to 190°C, hold for 1 minute, and cool down |
End-of-life breakdown process
We began by removing the components from the decimal counter board using heat. By desoldering the parts using V-One’s built-in reflow feature, we ensured that we could reuse the components and prevent contamination during substrate dissolution.
Next, we manually broke the Soluboard into smaller pieces to increase surface area and accelerate the breakdown process. We then placed the pieces into a beaker of water heated to 99°C on a hotplate stirrer and introduced continuous agitation. We maintained both temperature and mixing for approximately one hour.
During earlier tests, we observed minimal physical changes below 50°C. At around 78°C, the boards began to soften noticeably. Once the temperature exceeded 90°C, the flax-based Soluboard began to break down effectively.
After sustained heating and agitation at 99°C, the board disintegrated. We then filtered the mixture and collected the remaining material. After drying, we recovered separated flax fibers, confirming that we can physically break down the substrate and reclaim its renewable fibrous structure for potential composting, rather than ending up in a landfill.

Challenges and advice
Jute-based Soluboard breakdown
During testing, we observed distinct differences between flax-based and jute-based Soluboard variants. The darker jute boards softened quickly when exposed to heat but became rubbery during partial dissolution and did not break down to the same extent as the flax boards. In contrast, the flax-based Soluboard dissolved more consistently under sustained high temperatures and agitation.
Based on these findings, we recommend using the flax-based Soluboard when full substrate breakdown is required. The finer woven structure appears to facilitate more complete water penetration and material separation. Alternatively, when working with jute-based boards, more aggressive mechanical agitation (e.g., higher shear mixing, manual disruption, or ultrasonic agitation) would help breaking the material down.
Temperature control and agitation
We found that temperature control plays a critical role in achieving effective dissolution. When we exposed the boards to water below 90°C, they softened but did not fully decompose. Once we maintained temperatures above 90°C and introduced continuous agitation, the flax-based substrate broke down significantly more efficiently.
We also accelerated the process by manually breaking the board into smaller pieces to increase surface area. For scaled applications, we recommend maintaining sustained temperatures above 90°C and incorporating controlled mechanical agitation to optimize breakdown speed and material recovery.
Conclusion
This project demonstrates that additive PCB prototyping can be paired with biodegradable substrates to improve end-of-life material recovery. More importantly, the end-of-life process showed that components can be removed post-reflow and that the flax fiber can be reclaimed. This establishes a practical proof of concept for hardware prototyping and development that has lower material waste, more reusable components, and improved recyclability.
Interested in more V-One projects, take a look at our V-One project kits:
Working with green electronics? Book a meeting to speak with one of our technical representatives.
Frequently asked questions
Can components be fully reused?
Yes, in most cases. We removed components using heat to soften the solder paste before beginning the dissolution process. This allowed us to separate and preserve electrical components for reuse. In general, component reuse will depend on the care taken during desoldering and the condition of the parts.
Is Soluboard compatible with NOVA?
Yes. The NOVA materials dispensing system supports a wide variety of substrates, including rigid materials like glass, flexible materials like PET, and soft materials like TPU. Like FR1 or FR4, Soluboard provides a stable surface for dispensing functional inks and pastes and would be a great choice if you’re experimenting with fully biodegradable circuit boards.
Is NOVA compatible with recyclable inks and pastes?
Very likely. NOVA is compatible with screen-printable materials with a viscosity between 1,000 and 1,000,000 cP. Depending on your ink formulation, you can choose nozzles with a larger or smaller inner diameter and experiment with different printing diameters until you find the ideal configuration.
Printing multilayer flexible, stretchable, and conformable electronics?
NOVA’s Plan feature makes it easy.
