You Spin Me Right Round (Like A Drill Bit)

In the few months since we released the Voltera V-One Drill we’ve had many users tell us that it has greatly improved the double-sided circuit workflow.
Designing this user experience was a battle between our ambition and physical limitations.
In this case, there were many things to consider: power, speed, torque, size, weight, baud rate, etc., but the number that we absolutely had to hit was runout.

Spinning out of control
If we lived in an ideal world, a drill would create holes the exact diameter of the bit you use. Reality is far less kind so holes will actually be larger for two main reasons:
- The bit is off center from the axis of rotation
- The bit is at an angle to the axis of rotation

Okay, so what? The hole is slightly off. No big deal, right?
Big deal!
Runout can cause bits to break! If a bit begins to enter the substrate at an angle, it will have a tendency to continue down that angular path. This creates a torque at the narrowest unsupported part of the bit. The tiny bits used for drilling through holes can easily snap under this torque.

This is one of those situations that is so aggravating that it can ruin an otherwise great user experience. There are other minor problems that runout causes as well, and that’s why we were adamant about making sure we designed with it in mind.
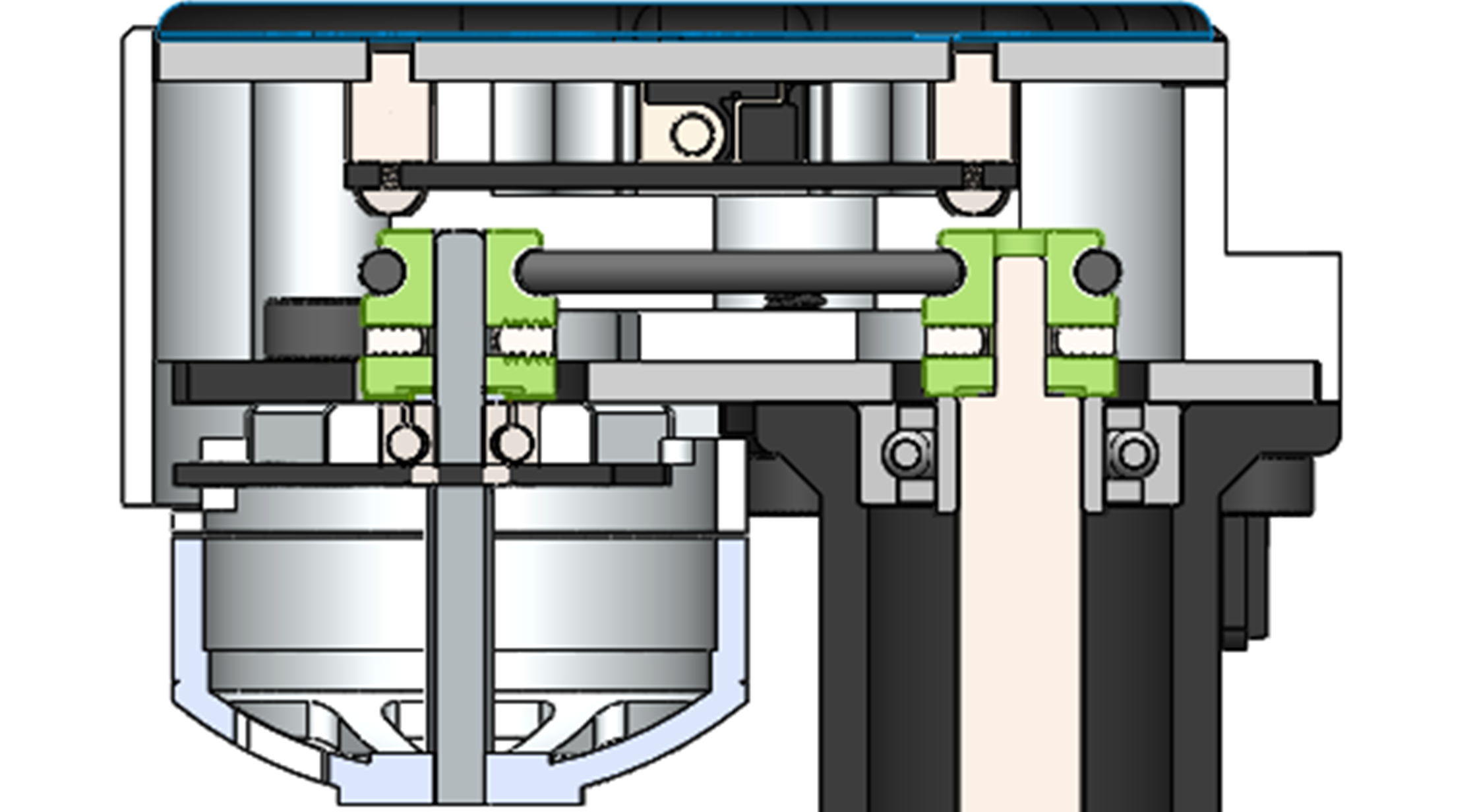
Below is a cut view of the drill attachment. Everything upstream from where the bit meets the substrate can introduce runout. The bit itself, the coupler, shaft, or even the assembly of the entire mechanism can cause deflection or offsets that compound tolerances one on top of the other.

In order to ensure perfect alignment, we needed to:
- Start with incredibly accurate parts
- Find intelligent ways of putting them together
- Create a repeatable method of measuring whether we did it all correctly
Step 1: Start with incredibly accurate parts
The shaft is rigidly connected to the pulley and coupler. In order to accurately hold that system in place, we used high precision bearings. The bearings are held in place by the sheath itself. To make sure we had as little variance as possible between sheaths, we created new tooling with a local injection molding factory instead of our previous factory in China.
A pair of pulleys drive the rotation of the drill so we had to make sure they were as accurate and balanced as possible. We opted for a toothless belt so that in case something impeded the rotation of the shaft, the belt would slip to prevent burning out the motor.
Our belt does not have this feature.
At the same time, it is stretched tightly over the pulleys to avoid slippage during normal operation. We were worried this would put a torque on the top of the shaft which would cause it to vibrate or to be off center. Turns out that even though it is under tension, it cannot exert enough force to overcome the rigidity created by the bearings and sheath.
The shaft itself is ground steel with a very precise outer diameter to eliminate vibration in the bearings. We also requested very tight tolerances on our couplers.

Once the metal stock is mounted, the inner diameter (ID) for the bit hole and the shaft hole were accurately set. If either of these diameters are off or are not co-linear, the part would be useless.
Finally the bits themselves. There are plenty of companies that specialize in this but not all bits are created equal. We made sure we were sourcing from a company that produced precision machined bits and tested a sample of them.
Step 2: Find intelligent ways of assembling them
Bad set screw design
Imagine you were standing in the middle of your living room spinning round and round but in one hand you were holding a 20 pound dumbbell. Do you think you would be spinning in a perfect circle? Hell no!
The shaft is held in place within the aluminum pulley with steel set screws. If we were to only use one set screw then one side of the pulley would be heavier. Once you start spinning at 10k RPM, this could introduce significant vibrations. Instead of wrecking our living room, we use set screws on each side of the pulley to balance the rotational load.
Using two screws also improves the hold on the shaft and since the set screws are installed with a torque driver, we’re even ensuring balanced forces being applied on each side of the shaft.
Down in the coupler, the bit is also held in place by a set screw. However, here we have a steel screw in a steel coupler. While you might think that we would not require compensation due to the matched densities, keep in mind that the set screw is hollow and is not as long as its hole is deep. To match this missing mass, we created a small divot on the other side of the coupler. Balanced dumbbells in each arm.

Fixing our set screw design
When a steel set screw tries to grip onto a steel shaft or carbide bit, it acts a bit like a magikarp using splash. It is not very effective.
Vibrations in the system can make the set screws slip backward. To prevent this we use screws that have a Nylok patch — a polymer material spread over the threads of the screw. This material fills up the gap between the threads of the screw and the hole and provides enough additional static friction to combat any vibration.

Why didn't we use collets?
Anyone familiar with design of rotational parts must have been screaming internally so far. “Dammit Voltera! Why are you using a coupler instead of a collet? You know nothing Jon Snow.”
Wow, we know a couple things okay? We know that couplers require a set screw which could push the bit off-axis (causing runout). This happens if the inner diameter of the coupler does not have tight tolerances but you’ve already read about the care we went into to make sure that was considered.
While I’d love to describe how collets are self-centering, provide incredible clamping force, and all the other benefits, why re-do what Haas — the absolute masters of milling — have already done incredibly well?
So why didn’t we use a collet? We just didn’t have the space.
Even the smallest collet, the ER8, is about an inch long once the nut has been tightened. That was more than we could afford due to the distance between the mounting posts on the printer carriage and the surface of the board you’re drilling.
How is the shaft connected?
The mating of the shaft and coupler is among the coolest assembly steps in the drill. We shrink fit them onto each other!
The precision machined outer diameter of the shaft is actually larger than the precision machined inner diameter of the coupler. At room temperature the coupler cannot fit onto the shaft so our supplier cools the shaft, heats the coupler, slides the now-larger coupler onto the shaft, and then lets them return to room temperature.
Once they go back to their regular diameters, they create a vice grip on each other that eliminates slip and keeps them centered.
Step 3: Create a repeatable method of measuring success
Every drill we build goes through 3 tests and any failures are pulled off the line, labeled as nonconforming, and then eventually reworked and retested.
- Communications: does the drill receive and follow commands from the printer?
- Audio check: does the motor begin to click or grind as it is cycled through different RPMs?
- Runout: does the indicator read over 3 thou?
Once the indicator makes contact, the dial does not fluctuate.
You can see that the runout testing is very similar to the set-up in the Haas video. That video states that a standard collet system on their machines will not exceed 10 micron (0.4 thou) of runout. From our experience, Dremels have about 250 micron (10 thou) of runout.
So at 3 thou, you can see our drills provide about an order of magnitude more runout than collet-based milling systems, a result that we are more than happy with given the price of the tool and the application it is being used for.
It took a lot of engineering to get the drill design to this point, but unbroken annular rings and unsnapped bits was the absolute minimum requirement for the drill user experience.
Now get out there and spin those bits right round!
Ok, here is where we need some feedback. We’d love to do more breakdowns of design decisions like this. Was this post too high level? Too technical?
Let us know!
Check out our Customer Stories
Take a closer look at what our customers are doing in the industry.